Scopo dei materiali di rivestimento
Il rivestimento della superficie esterna dei tubi in acciaio è fondamentale per prevenire la formazione di ruggine. La ruggine sulla superficie dei tubi in acciaio può comprometterne significativamente la funzionalità, la qualità e l'aspetto estetico. Pertanto, il processo di rivestimento ha un impatto considerevole sulla qualità complessiva dei prodotti in tubi d'acciaio.
-
Requisiti per i materiali di rivestimento
Secondo gli standard stabiliti dall'American Petroleum Institute, i tubi in acciaio dovrebbero resistere alla corrosione per almeno tre mesi. Tuttavia, la richiesta di periodi di resistenza alla corrosione più lunghi è aumentata, con molti utenti che necessitano di una resistenza da 3 a 6 mesi in condizioni di stoccaggio all'aperto. Oltre al requisito di durata, gli utenti si aspettano che i rivestimenti mantengano una superficie liscia e una distribuzione uniforme degli agenti anticorrosivi, senza imperfezioni o gocciolamenti che potrebbero comprometterne l'aspetto estetico.

-
Tipologie di materiali di rivestimento: vantaggi e svantaggi
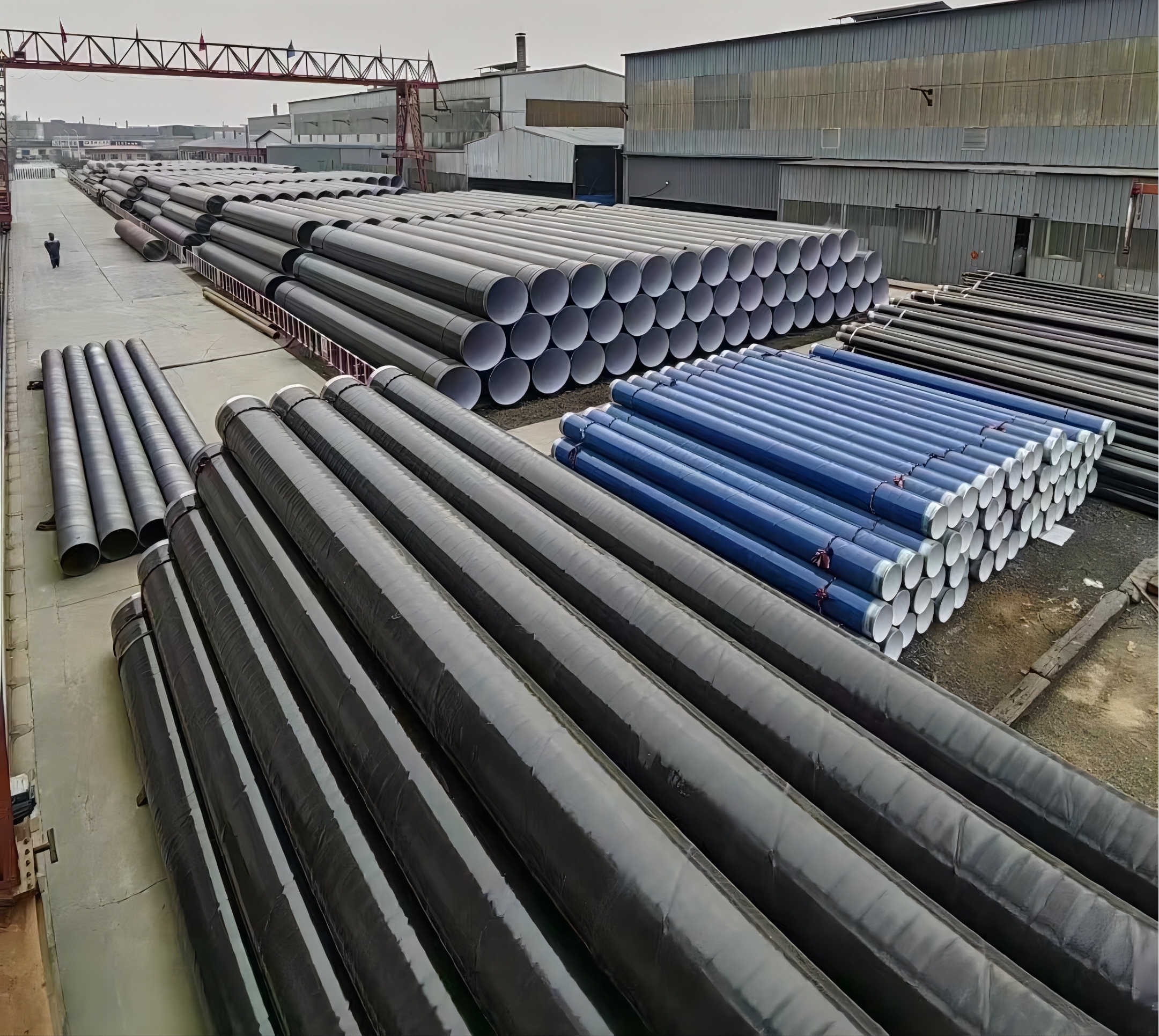
Nelle reti di tubature sotterranee urbane,tubi d'acciaioLe condotte vengono sempre più utilizzate per il trasporto di gas, petrolio, acqua e altro ancora. I rivestimenti per queste condotte si sono evoluti dai tradizionali materiali bituminosi alle resine di polietilene e alle resine epossidiche. L'uso di rivestimenti in resina di polietilene è iniziato negli anni '80 e, con la diversificazione delle applicazioni, i componenti e i processi di rivestimento hanno subito graduali miglioramenti.
3.1 Rivestimento in asfalto di petrolio
Il rivestimento in asfalto di petrolio, un tradizionale strato anticorrosivo, è costituito da strati di asfalto di petrolio, rinforzati con tessuto in fibra di vetro e ricoperti da una pellicola protettiva esterna in cloruro di polivinile. Offre un'eccellente impermeabilizzazione, una buona adesione a diverse superfici e un buon rapporto costo-efficacia. Tuttavia, presenta degli svantaggi, tra cui la sensibilità alle variazioni di temperatura, la fragilità a basse temperature e la tendenza all'invecchiamento e alla fessurazione, soprattutto in terreni rocciosi, il che rende necessarie ulteriori misure protettive e comporta un aumento dei costi.
3.2 Rivestimento epossidico al catrame di carbone
La resina epossidica a base di catrame di carbone, composta da resina epossidica e asfalto di catrame di carbone, presenta un'eccellente resistenza all'acqua e agli agenti chimici, resistenza alla corrosione, buona adesione, resistenza meccanica e proprietà isolanti. Tuttavia, richiede un tempo di indurimento più lungo dopo l'applicazione, il che la rende suscettibile agli effetti negativi delle condizioni atmosferiche durante questo periodo. Inoltre, i vari componenti utilizzati in questo sistema di rivestimento necessitano di uno stoccaggio specifico, con conseguente aumento dei costi.
3.3 Verniciatura a polvere epossidica
La verniciatura a polvere epossidica, introdotta negli anni '60, prevede la spruzzatura elettrostatica di polvere su superfici di tubi pretrattate e preriscaldate, formando uno strato anticorrosivo denso. I suoi vantaggi includono un ampio intervallo di temperatura (da -60 °C a 100 °C), forte adesione, buona resistenza al distacco catodico, agli urti, flessibilità e danni da saldatura. Tuttavia, il suo film sottile lo rende suscettibile ai danni e richiede tecniche e attrezzature di produzione sofisticate, ponendo delle sfide nell'applicazione sul campo. Pur eccellendo in molti aspetti, risulta inferiore al polietilene in termini di resistenza al calore e protezione complessiva dalla corrosione.
3.4 Rivestimento anticorrosivo in polietilene
Il polietilene offre un'eccellente resistenza agli urti e un'elevata durezza, oltre a un ampio intervallo di temperature di utilizzo. Trova ampio impiego nelle regioni fredde come la Russia e l'Europa occidentale per la realizzazione di condotte, grazie alla sua superiore flessibilità e resistenza agli urti, soprattutto a basse temperature. Tuttavia, permangono delle difficoltà nella sua applicazione su tubi di grande diametro, dove possono verificarsi fessurazioni da stress e l'infiltrazione d'acqua può causare corrosione al di sotto del rivestimento, rendendo necessarie ulteriori ricerche e miglioramenti nei materiali e nelle tecniche di applicazione.
3.5 Rivestimento anticorrosivo pesante
I rivestimenti anticorrosivi ad alta resistenza offrono una protezione dalla corrosione notevolmente superiore rispetto ai rivestimenti standard. Garantiscono un'efficacia duratura anche in condizioni estreme, con una durata di 10-15 anni in ambienti chimici, marini e contenenti solventi, e di oltre 5 anni in ambienti acidi, alcalini o salini. Questi rivestimenti presentano in genere spessori di film secco compresi tra 200 μm e 2000 μm, assicurando protezione e durata superiori. Sono ampiamente utilizzati in strutture marine, apparecchiature chimiche, serbatoi di stoccaggio e condotte.
-
Problemi comuni con i materiali di rivestimento
I problemi più comuni relativi ai rivestimenti includono un'applicazione non uniforme, il gocciolamento degli agenti anticorrosivi e la formazione di bolle.
(1) Rivestimento non uniforme: la distribuzione non uniforme degli agenti anticorrosivi sulla superficie del tubo determina aree con spessore di rivestimento eccessivo, con conseguente spreco, mentre le aree sottili o non rivestite riducono la capacità anticorrosiva del tubo.
(2) Gocciolamento di agenti anticorrosivi: questo fenomeno, in cui gli agenti anticorrosivi si solidificano formando gocce simili sulla superficie del tubo, ha un impatto sull'estetica senza influenzare direttamente la resistenza alla corrosione.
(3) Formazione di bolle: l'aria intrappolata all'interno dell'agente anticorrosivo durante l'applicazione crea bolle sulla superficie del tubo, influenzando sia l'aspetto che l'efficacia del rivestimento.
-
Analisi delle problematiche relative alla qualità dei rivestimenti
Ogni problema nasce da una varietà di ragioni ed è causato da una varietà di fattori; e un fascio di tubi d'acciaio, caratterizzato da problemi di qualità, può essere a sua volta una combinazione di diversi fattori. Le cause di una verniciatura non uniforme possono essere suddivise approssimativamente in due tipi: il primo è il fenomeno di non uniformità causato dalla spruzzatura dopo che il tubo d'acciaio è entrato nella cabina di verniciatura; il secondo è il fenomeno di non uniformità causato dalla mancata spruzzatura.
La ragione del primo fenomeno è ovviamente facile da individuare: nell'impianto di rivestimento, il tubo d'acciaio viene fatto ruotare a 360° da un totale di 6 pistole (la linea di rivestimento ne ha 12) per la spruzzatura. Se la dimensione del flusso di spruzzatura da ciascuna pistola è diversa, ciò comporterà una distribuzione non uniforme dell'agente anticorrosivo sulle varie superfici del tubo d'acciaio.
Il secondo motivo è che, oltre al processo di spruzzatura, esistono altre cause per il fenomeno della verniciatura non uniforme. Tra queste, la presenza di ruggine o rugosità sulla superficie del tubo d'acciaio, che rendono difficile la distribuzione uniforme del rivestimento; inoltre, la presenza di residui di acqua sulla superficie del tubo d'acciaio durante la misurazione della pressione dell'emulsione può impedire al rivestimento di aderire correttamente. Di conseguenza, alcune parti del tubo non vengono rivestite uniformemente, con il risultato di una verniciatura non omogenea sull'intera superficie.
(1) La causa delle gocce sospese dell'agente anticorrosivo. La sezione trasversale del tubo d'acciaio è rotonda; ogni volta che l'agente anticorrosivo viene spruzzato sulla superficie del tubo d'acciaio, l'agente anticorrosivo nella parte superiore e sui bordi scorre verso la parte inferiore a causa della forza di gravità, formando il fenomeno delle gocce sospese. Fortunatamente, nella linea di produzione del rivestimento della fabbrica di tubi d'acciaio sono presenti apparecchiature a forno che possono riscaldare e solidificare tempestivamente l'agente anticorrosivo spruzzato sulla superficie del tubo d'acciaio, riducendone la fluidità. Tuttavia, se la viscosità dell'agente anticorrosivo non è elevata; se non si effettua un riscaldamento tempestivo dopo la spruzzatura; o se la temperatura di riscaldamento non è elevata; se l'ugello non è in buone condizioni di funzionamento, ecc., si verificherà la formazione di gocce sospese dell'agente anticorrosivo.
(2) Cause della formazione di schiuma anticorrosiva. A causa dell'umidità dell'aria nell'ambiente operativo, la dispersione della vernice è eccessiva e il calo di temperatura del processo di dispersione provoca il fenomeno della formazione di bolle del conservante. L'ambiente umido dell'aria, le condizioni di bassa temperatura, i conservanti spruzzati si disperdono in minuscole goccioline, causando un calo di temperatura. L'acqua presente nell'aria con maggiore umidità dopo il calo di temperatura si condensa formando goccioline d'acqua fini mescolate al conservante, che alla fine penetrano all'interno del rivestimento, provocando il fenomeno della formazione di bolle nel rivestimento.
Data di pubblicazione: 15 dicembre 2023